 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


モーターハウジング上の磁性鋼接着剤
2024-09-29
第5世代モーターシェル粘着磁性鋼自動化装置は、高さの磁性鋼を検出するために使用されます。この装置は第 5 世代モータシェル粘着磁鋼装置であり、以下の構成を備えています。
ST10: 磁鋼自動供給;
ST20: 自動アッパーシェル、シェル内側に接着剤コーティング、自動シェルに磁性鋼の組み合わせ
ST30:オーブン
ST40:磁性鋼板の推力と高さの自動検出、位置精度のCCD検出、ゲージ検出、ベアリングの自動圧入、オイル注入。
ST50: 材料を自動的にロードおよびアンロードし、完成品を材料ボックスに配置します。終わり。
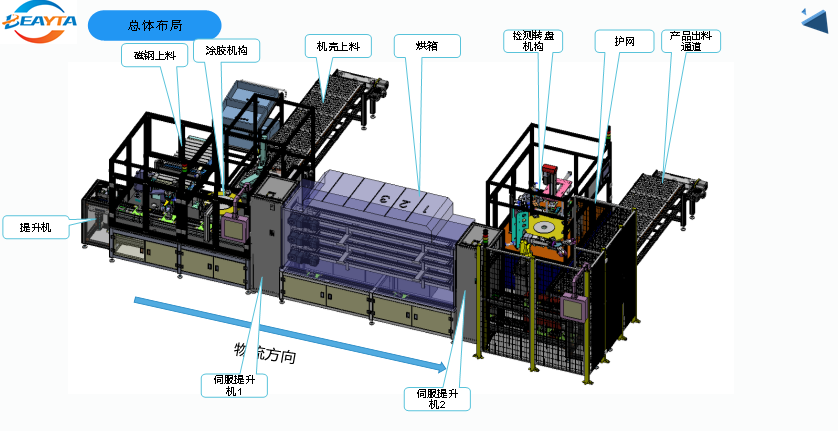
粘着磁性鋼を使用した第 5 世代モーター ハウジングの全体的な 3D レイアウトの紹介:
耐磁鋼とケーシングを手動で別々に送り治具に置きます。磁性鋼はグループに分けて配置され、形状に応じて配置されます。ケーシングはブロー成形ディスクツールを採用しています。手動で 1 回供給すると、装置の 1 時間分の材料消費量を賄うことができます。磁性鋼材供給チェーンプレートラインを構成し、手動で配置し、最後まで自動で流し、磁性鋼材を押し出す押出機構を備え、磁性鋼材を1枚ずつ切り出す切断機構を備え、4軸ロボットを構成磁性鋼を持ち上げて治具にロードし、磁石で事前吸着します。次のワークステーションには、磁性鋼の完全性をチェックするための CCD 検出機構が装備されています。このメカニズムは予約されており、指定しない場合は必要ない場合があります。 4 軸ロボットが 4 ステーションのターンテーブルにケーシングを配置するケーシング供給機構を構成します。接着剤塗布機構によりAB接着剤を自動塗布・自動混合・塗布量測定を行います。上下速度はサーボによって制御され、結合後の接着面積は磁石の外周面積の80%以上です。モジュールトランスファーを使用して、シリンダー上部を底にしてケーシングスリーブの磁性鋼の組み合わせ機構を構成します。磁性鋼は元の位置に戻り、ケーシングが挿入され、シリンダーが後退し、スプリングが磁性鋼の拡張力を維持します。
このセクションは生産ライン形式を採用しており、各ワークステーションにはツーリングボードを正確に位置決めするためのブロック機構と昇降機構が装備されています。
この装置には、プロセス制御、遠隔監視、生産追跡、生産統計および分析のための MES システムが装備されています。主に、生産管理、技術基準管理、品質管理、設備管理、エネルギー管理、資材管理、生産統計・分析、生産データ管理、生産要員管理、および対応する拡張機能などのサブシステムが含まれます。 MESシステムは企業の全体的な競争力を強化し、多品種、多バッチ、高品質と低コスト、柔軟な製造の迅速な対応、省エネ、排出削減、環境への配慮などの生産と製造の開発ニーズを満たし、支援します。企業は受注率を向上させ、納期を短縮し、人件費を削減し、資本回転率を向上させます。

第5世代モーターシェル接着磁鋼装置のビデオ操作:



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy